化工防爆环境的特殊性
化工企业的生产车间和仓库常存在易燃易爆气体、蒸汽或粉尘环境。根据国家防爆标准,这些区域必须使用经过认证的防爆电气设备和机械产品。自动门作为机电一体化的设备,其防爆性能一直是技术难点。磁悬浮技术的应用为防爆门领域带来了革命性的突破。
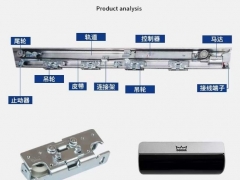
本质安全型驱动设计
磁悬浮自动门的驱动电机采用线性磁悬浮马达,无需传统旋转电机和机械减速机构。电机运行时无电刷摩擦,不产生火花,从根本上满足了本质安全的要求。控制箱和传感器均采用隔爆型或本安型设计,通过了EX d IIC T6防爆认证。
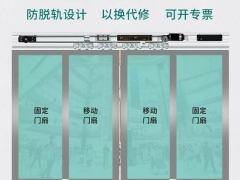
无摩擦密封结构
防爆区域的门体必须具备优秀的密封性能,防止可燃气体渗入设备内部。磁悬浮自动门的门体与门框之间无机械接触,密封胶条采用静态密封设计,不存在运动摩擦产生的热量和微粒。门体运行时壳体温度不会超过环境温度加35摄氏度,安全余量充足。
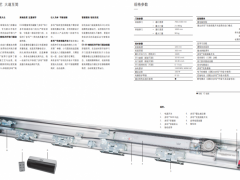
气密测试与认证
用于化工防爆区域的磁悬浮自动门需经过严格的气密性测试。测试压力通常为500帕斯卡,正压保持时间不低于2分钟,压降不超过标准值。门体还需通过国家认监委认可实验室的防爆型式试验,取得防爆合格证后方可投入使用。
智能监控与联动
现代防爆磁悬浮自动门配备完善的监控系统,可实时检测门体运行状态、电机温度、密封气压等参数。当检测到异常时,系统自动报警并记录故障信息。同时,门体可与车间的有害气体探测仪联动,当检测到可燃气体浓度超标时,自动锁死门体,防止事故扩大。