制药车间净化环境的核心需求
制药车间作为药品生产的核心场所,对生产环境有着极为严格的要求。净化车间的空气质量直接关系到药品的质量和安全性,任何微小的尘埃颗粒或微生物污染都可能导致整批药品报废。在这样的高标准环境下,磁悬浮自动门成为了净化系统不可或缺的组成部分。
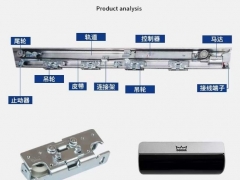
磁悬浮自动门的技术优势
相比传统自动门,磁悬浮自动门采用磁悬浮驱动技术,门扇与门框之间无物理接触,从根本上消除了机械摩擦带来的粉尘脱落问题。这一特性使其特别适用于十万级、万级甚至百级净化车间。门体运行平稳、启闭无声的特点也符合制药车间对噪音控制的严格要求。
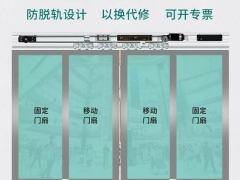
气密性与洁净度的完美结合
磁悬浮自动门采用多道密封胶条设计,门体关闭时能够形成完整的气密屏障,有效阻止外界空气中的尘埃粒子进入车间内部。同时,门体表面采用不锈钢或彩钢板材质,表面光滑无缝,便于清洁和消毒处理。部分高端型号还配备有互锁功能,确保双门不会同时开启,维持车间正压状态。
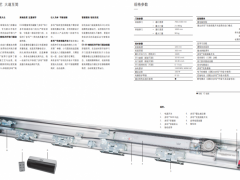
智能化控制与GMP规范
现代磁悬浮自动门可与车间净化系统联动,通过PLC控制实现自动感应、遥控操作或脚踏开关。门体运行速度可根据实际需要调节,慢速开启减少空气扰动,快速通过提高通行效率。这种灵活的控制方式完全符合药品生产质量管理规范(GMP)的要求。
实际应用案例分析
在国内多家大型制药企业的无菌车间改造项目中,磁悬浮自动门已成功替代传统推拉门。实际运行数据显示,更换后车间尘埃粒子浓度降低了约15%,同时因门体故障导致的停机维护时间减少了80%以上。这些数据充分证明了磁悬浮自动门在制药净化环境中的应用价值。