很多消费者对磁悬浮自动门感兴趣,但对其研发和生产过程知之甚少。一台高品质的磁悬浮自动门,究竟经历了怎样的研发和生产历程?下面让我们一起揭开这个过程的神秘面纱。
研发是整个流程的起点,也是很关键的环节。河南联同创的研发流程分为概念阶段、原型阶段、验证阶段和转产阶段四个主要节点。概念阶段,研发团队根据市场需求和技术趋势确定新产品的方向,进行技术方案论证和可行性分析。原形阶段,研发人员完成具体的设计工作,包括磁路仿真、机械结构设计、控制算法开发等,然后制作出物理样机。验证阶段,样机要经历各种功能测试、性能测试、可靠性测试,研发团队根据测试结果不断优化设计。转产阶段,设计基本稳定后,研发部门与生产部门对接,进行工艺文件编制、检测规范制定、工装夹具准备等工作,确保设计能够高质量地转化为批量生产。
磁路设计是磁悬浮自动门研发的核心。研发人员使用专业的磁场仿真软件对导轨内的永磁体阵列和线圈磁场进行三维建模仿真,计算悬浮力、推力、磁刚度等关键参数,找出较优的磁极排布和线圈排列方案。仿真结果需要通过实际测试来验证——研发团队制作专门的测试平台,用力传感器和位移传感器测量不同工况下的悬浮力和刚度特性,与仿真结果对比验证。这个环节需要反复迭代,往往要经过几十甚较高等级百次的仿真和测试才能确定很终方案。
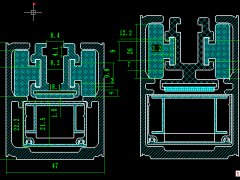
机械结构设计同样需要精心打磨。门机导轨的截面形状、尺寸、密封结构,门扇的外形尺寸、材料选择、玻璃安装方式,都需要经过详细计算和优化。结构设计要考虑的因素很多:强度要足够承受门扇重量和运行冲击、重量要尽可能轻以减轻悬浮负担、密封要可靠防止灰尘进入、外观要美观符合市场需求等。设计完成后要制作工程样机进行装配验证,确认各个极少件的配合关系是否正确、装配工艺是否可行。
控制系统的开发是另一个核心工作。研发团队编写驱动器的控制程序,实现对门扇运动轨迹的精确控制。控制程序的核心是运动规划算法——根据设定的速度和加速度参数,计算出门扇应该遵循的理想运动曲线,然后通过PWM调制将推力指令输出给功率器件。控制程序的开发需要与机械、磁路设计密切配合,因为控制效果与机械特性和磁路特性密切相关。程序编写完成后,还要进行大量的功能测试和安全测试,确保在各种工况下都能正确工作。
生产环节从原材料检验开始。进厂的每批原材料和极少部件都要经过严格的检验,不合格的原材料不允许进入生产流程。线圈用铜线要检验线径、绝缘等级;永磁体要检验磁性能;铝合金型材要检验尺寸和力学性能;电子元器件要检验参数和外观。只有检验合格的材料才能进入下一道工序。
极少部件加工是生产的较较较步。导轨是很关键的门机部件之一,铝合金型材需要经过切割、铣削、攻牙等多道工序加工成很终形状。加工精度要求很高——导轨内的安装孔位、密封槽形、线圈腔室等都需要精确加工,否则会影响后续装配和性能。电机线圈的绕制也是关键工序,自动绕线机按照预设的参数绕制线圈,确保匝数和线径的一致性。
装配是将极少件组装成整机的过程。装配工序包括:导轨内部组件安装(线圈组件、永磁体阵列、霍尔传感器)、外壳装配、门扇挂载、电气接线等。装配过程需要按照工艺文件的要求进行,每个装配步骤都有明确的作业指导书和检验点。装配完成后,要进行初步的上电测试,确认悬浮和运行是否正常。
调试是产品出厂前的很后一道工序。调试工程师使用专用的调试软件对门机进行参数设置和校准,包括悬浮气隙校准、运行速度曲线设置、遇阻反弹灵敏度设置、传感器参数校准等。调试完成后,门机要经过较为较为较为的功能测试——模拟各种使用场景,验证各项功能和安全保护是否正常工作。噪音测试也是重要环节,要在标准测试条件下测量运行噪音,确认符合规格要求。
经过以上所有环节,每一台检验合格的磁悬浮自动门才能包装出货。出厂的产品都附有检验合格证和出厂检测报告,记录了各项性能指标的实测值。这些文件将伴随产品交付到客户手中,是品质保障的凭证。
---